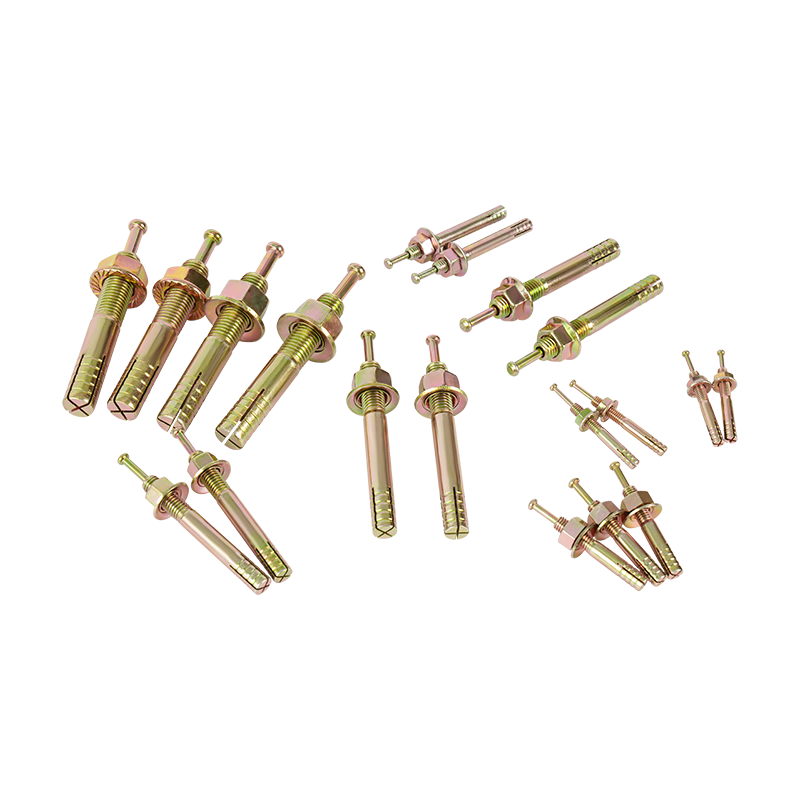
W dziedzinie inżynierii budowlanej niezawodność systemu zakotwiczenia bezpośrednio wpływa na stabilność i żywotność usług ogólnej struktury. Jako komponent noszący klucz Kotwica uderzenia stali węglowej (Kotwica stemplowania ze stali węglowej) jest szeroko stosowany w połączeniu ze stalą struktury, ustalaniu ściany kurtynowej i podstawie urządzeń przemysłowych ze względu na jej wysoką wytrzymałość, odporność na korozję i odporność na zmęczenie. Jeśli jednak zostanie zainstalowany niewłaściwie, jego zalety wydajności będą znacznie zmniejszone, a nawet spowodować zagrożenia bezpieczeństwa.
Krok 1: Wstępne przygotowanie i ocena podłoża
Przed instalacją konieczne jest upewnienie się, że podłoże (beton lub mur) osiągnie stopień wytrzymałości projektowej (zwykle ≥C25) i użyć detektora ultradźwiękowego, aby potwierdzić, że nie ma wewnętrznych pęknięć ani pustek. Specyfikacje kotwicy uderzeniowej ze stali węglowej muszą ściśle spełniać wymagania dotyczące obciążenia projektowego - wytrzymałość na rozciąganie (≥500 MPa) i wytrzymałość na ścinanie (≥400 MPa) powinny być zgodne ze standardami ASTM F1554 lub ISO 898-1. Jeśli chodzi o narzędzia, konieczne jest przygotowanie skalibrowanego klucza momentu obrotowego, specjalnego wiertła i odkurzacza klasy przemysłowej.
Krok 2: precyzyjny proces pozycjonowania i wiercenia
Znak pozycjonowania: Zgodnie z rysunkami konstrukcyjnymi użyj lokalizatora laserowego, aby określić punkt środkowy śruby kotwicy, a odchylenie musi być kontrolowane w odległości ± 2 mm.
Specyfikacje wiercenia:
Średnica otworu powinna wynosić 1,5 -krotność średnicy śruby kotwiczej (na przykład śruba kotwicząca φ12 odpowiada średnicy otworu φ18);
Głębokość otworu musi być o 10-15 mm dłuższa niż długość osadzania śruby kotwicy, aby zarezerwować przestrzeń gruzu;
Bit wiertła musi być utrzymywany pionowo podczas wiercenia, aby uniknąć przechylania i powodowania stężenia naprężenia.
Krok 3: Czyszczenie i implantacja śrub kotwicznych
Obróbka otworu: Po użyciu wysokociśnieniowego pistoletu powietrznego do usunięcia pływającego pyłu użyj próżniowego środka do dokładnego oczyszczenia cząstek w otworze. Resztkowe zanieczyszczenia zmniejszą siłę kotwiczącą nawet o 30%.
Instalacja śruby kotwicy:
Włóż kottkę uderzenia stali węglowej pionowo do otworu i ściśle nie wolno powalić gwintowanej części;
Dokręć etapami za pomocą klucza momentu obrotowego: najpierw przed 50% momentu obrotowego, a następnie stopniowo wzrośnie do 100%. Na przykład standardowa wartość momentu obrotowego śruby kotwiczej M20 wynosi 450N · m ± 10%.
Krok 4: Weryfikacja jakości i leczenie antykorozyjne
Test wyciągania: w ciągu 24 godzin po instalacji losowo wybierz 5% śrub kotwicznych do nie-czynnościowego testu wyciągnięcia, a wartość obciążenia powinna wynosić ≥1,5-krotność wartości projektu.
Ochrona powierzchni: W wilgotnym lub chemicznie korozyjnym środowisku odsłonięta część należy spryskiwać starterem bogatym w epoksydę (grubość ≥80 μm) i owinięta taśmą uszczelniającą odporną na UV.
Ostrzeżenie eksperckie: Unikaj powszechnych nieporozumień budowlanych
Błąd 1: Ignorowanie temperatury otoczenia Gdy temperatura podłoża jest niższa niż 5 ℃, czas utwardzania środków zakotwiczenia żywicy epoksydowej zostanie przedłużony o 2-3 razy, a przymusowe ładowanie może powodować poślizg.
Błąd 2: Ponowne użycie śrub kotwicznych kotwicy stali węglowej jest jednorazowym elementem obciążenia. Po demontażu mikrostruktura została uszkodzona, a wtórna zdolność łożyska zużycia spadła o ponad 40%.